Реферати українською
Способи виготовлення збірних збірних залізобетонних виробів - Технічні науки -
Принципи організації потокового виробництва Для виготовлення збірних залізобетонних виробів застосовують найбільш ефективну потокову форму організації виробничого процесу, що базується на таких принципах: пропорційності процесів, який характеризується тим, що за певний проміжок часу на всіх ділянках процесу обробляють однакову кількість виробів; ритмічності процесів, який полягає в тому, що через однакові проміжки часу всі частини процесу повторюються; паралельності процесів, тобто одночасному виконанні всіх частин процесу виготовлення різних виробів; безперервності, що означає безперервне протікання (без простоїв) всіх частин процесу виготовлення та стадій обробки виробів. Технологічні лінії, на яких процес виробництва здійснюється з дотриманням зазначених принципів, називають потоковими. У виробництві збірних залізобетонних виробів застосовують потокові технологічні лінії різних типів, які різняться ступенем спеціалізації та безперервності процесів, способом і характером переміщення предметів праці, рівнем механізації та автоматизації. Залежно від взаємного розміщення у просторі засобів праці (технологічного обладнання), предметів праці (форм, матеріалів та напівфабрикатів) та робітників можливі два варіанти організації виробництва: 1) технологічне обладнання та робітники не переміщуються, а форми з виробами переміщуються; 2) форми нерухомі, переміщуються обладнання та робітники. До першого варіанта організації процесу належать агрегатне та конвейєрне виробництво, до другого — стендове та касетно-стендове. Агрегатне виробництво При агрегатному способі виробництва всі частини процесу здійснюються на спеціалізованих постах, обладнаних машинами для виконання відповідної роботи. Форми з виробами для виконання всіх стадій обробки послідовно переміщуються від поста до поста. Формують вироби на спеціально обладнаних установках-агре-гатах, що складаються з машини для встановлення форм на формувальний пост (формоукладача), машини для укладання та розподілення бетонної суміші у формі (бетоноукладача), машини для ущільнення бетонної суміші (віброплощадки чи центрифуги). Відформовані вироби піддають тепловій обробці в камерах прискореного тверднення періодичної дії. Завершальною стадією виробництва є видача виробів з камер, розпалублення їх на спеціалізованому посту та вивезення до складу готової продукції. Звільнені форми подають на пост підготовки до чергового технологічного циклу. Підготовка форм полягає в очищенні їх від залишків затверділого бетону, змазуванні поверхонь. Усі транспортні операції здійснюють мостовими кранами або кран-балками. При агрегатному способі виробництва форми з виробами можуть зупинятися не на всіх робочих постах, а тільки на тих, які потрібні для виготовлення виробів даного типу. Час перебування форми на кожному посту залежить від обсягу робіт, що виконуються на відповідній стадії процесу.
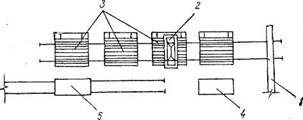
Рис. 2.1. Схема організації агрегатного виробництва: 1 — бетоноукладач; 2 — віброплощадка; З — пост армування; 4 — камера тепловологісної обробки; 5 — пост розпалублення; 6 — пост підготовки форм; 7 — візок самохідний На рис. 2.1 подано принципіальну схему організації агрегатної технологічної лінії. Технологічний процес реалізується на п'яти робочих постах: розпалублення та огляду виробу; складання форми, очищення й змазування її; армування; заповнення форми бетонною сумішшю та ущільнення її; теплової обробки виробів. Операції технологічного процесу виконують паралельно на всіх постах лінії. Найдоцільнішою є така організація процесу, яка забезпечує однакові витрати часу на обробку виробів на кожній стадії процесу (на кожному посту); при цьому забезпечується ритмічна робота технологічної лінії, зменшуються простої обладнання, підвищується продуктивність лінії. Продуктивність агрегатної технологічної лінії визначається за середньою (залежно від номенклатури продукції) тривалістю циклу формування виробів, яка коливається в широких межах — від 10 до 50 хв. Агрегатний спосіб здобув поширення тому, що найкраще відповідає умовам серійного виробництва, не потребує великих капітальних вкладень і дає можливість виготовляти вироби широкої номенклатури. Гнучкість агрегатного способу виробництва дає змогу заміною та переналагодженням обладнання здійснювати перехід від випуску виробів одного типу до випуску іншого. На агрегатній технологічній лінії, обладнаній віброплощадкою, виготовляють плоскі та ребристі плити перекриттів і покриттів, колони, палі, ригелі, багатопорожнинні плити та інші вироби. На лініях, обладнаних центрифугами, виготовляють напірні та не-напірні труби, опори ЛЕП та освітлення, стояки, колони кільцевого перерізу чи прямокутного з круглими порожнинами. У сучасному виробництві поширені агрегатні технологічні лінії, в яких для транспортування форм використовують приводні та не-приводні рольганги, операційні конвейєри; при цьому агрегатні лінії наближаються до конвейєрного способу організації виробництва. До недоліків агрегатної технології слід віднести необхідність переміщення технологічного оснащення від поста до поста за допомогою вантажопідйомних механізмів. Це вимагає посилення конструкцій форм, призводить до надмірного збільшення їхньої маси та є причиною утворення технологічних тріщин у незатвер-ділому бетон Конвейєрне виробництво Конвейєрний спосіб виробництва — це замкнене технологічне кільце, в якому форми переміщуються послідовно від одного спеціалізованого технологічного поста до іншого із заданою швидкістю. Переміщення може бути пульсуючим або безперервним. За кожним постом закріплюють обладнання і ланку робітників для виконання відповідної роботи. Головною умовою ефективного здійснення конвейєрного виробництва є однакові витрати часу для виконання робіт на кожному посту; після закінчення цього часу форми переміщують до іншого робочого поста. Цей період часу зветься ритмом конвейєра. Залежно від виду руху розрізняють конвейєри безперервної дії (пластинчасті, ланцюгові) та крокової дії (візкові). Принцип виготовлення виробів на конвейєрі безперервної дії застосовано на ВПС — вібропрокатних станах (рис. 2.2). Усі технологічні операції (від укладання бетонної суміші до теплової обробки й видачі готового виробу) тут здійснюють на одному устаткуванні — пластинчастому конвейєрі, що безперервно рухається з постійною швидкістю.
Рис. 2.2. Схема вібропрокатного стана: 1 — натягувальна станція; 2 — формувальна стрічка конвейєра; З — вібробрус; 4 — бетонозмішувач; 5 — віброзагладжувальне устаткування; 6 — камера теплової обробки; 7 — привод стана; 8 — обгінний рольганг; 9 — кантувач; 10 — знятий готовий виріб; зови: / очищення й змазування формувальної стрічки; // — армування; /// — формування; IV -— теплової обробки; V — опоряджування виробів; VI — розпалублення Виготовлення виробів на ВПС починають з очищення й змазування формувальної стрічки, встановлення на неї формоутворювального оснащення, потім укладають і закріплюють арматурні елементи та закладні деталі. Ці роботи повинні завершитися, поки стрічка стана пересувається до ділянки, обладнаної бетоноукладачем і вібраційним устаткуванням, де укладають та ущільнюють бетонну суміш. Теплова обробка виробів здійснюється в щілинній камері, яку створює знизу стрічка, стана, що безперервно рухається, а зверху — нескінченна прогумована стрічка. Виріб після теплової обробки потрапляє на обгінний рольганг, потім на кантувач, з якого його знімають краном. Найпоширеніші візкові конвейєри крокової дії. Вироби на них виготовляють на пересувних піддонах, які утворюють безперервну конвейєрну лінію з 6—15 постів. Число постів конвейєра залежить від виду виробів та ступеня їхнього опорядження. Ритм роботи конвейєра становить 15...ЗО хв, після чого всі піддони-візки одночасно переміщуються на довжину одного поста (один крок). Камери теплової обробки є частиною замкненого конвейєрного кільця. Коли відформований виріб потрапляє до камери теплової обробки, одночасно з камери виштовхується піддон-візок з виробом, що пройшов теплову обробку. Залежно від типу теплових агрегатів розрізняють конвейєрні лінії з щілинними підземними і надземними камерами, з камерами вертикального типу, з безкамерною тепловою обробкою виробів у пакетах термофори. Залежно від взаємного розміщення теплового агрегату й під-готовчо-формувальної гілки розрізняють вертикально замкнений (двох'ярусний стан), горизонтально замкнений та похило замкнений конвейєри (рис. 2.3). На верхній частині вертикально замкненого конвейєра виконують розпалублення виробів, готують форми до бетонування, армують та формують вироби. Нижню гілку використовують для теплової обробки. Передають форми з однієї гілки на іншу механізмами піднімання та опускання форм. У похило замкненому конвейєрі; на відміну від двоярусного стана, камери теплової обробки розмішують не під формувальною гілкою, а збоку від неї під підлогою. Це дає змогу розмістити поруч з формувальною гілкою 2—3 щілинні камери, а для формування виробів використати віброплощадку підвищеної вантажності. Форми з однієї гілки на іншу передають знижувачами, які рухаються по похилих напрямних.
Рис. 2.3. Схеми конвейєрів крокової дії а — вертикально замкненого; б — похило замкненого; в — горизонтально замкненого; 1 — підіймач-зняжувач; 2 — щілинна камера теплової обробки; 3— передавальний візок; пости: I — розпалублення виробів; II — кантування; III — очищення і змазування форми; IV — армування; V — формування; VI — укладання верхнього шару батону та загладжування поверхні; VII — огляду виробів Здобули поширення також двогілкові конвейєрні лінії, на яких усі технологічні операції, починаючи від розпалублення і знімання виробів і закінчуючи попередньою обробкою, виконують на постах конвейєра, розміщених на двох паралельних гілках. Камера теплової обробки при цьому може розміщуватися безпосередньо під гілками конвейєра або під підлогою з іншого боку від них. Така технологічна лінія забезпечує компактність технологічного процесу, раціональну організацію транспортних потоків, значно підвищує ефективність виробництва. Для повного завантаження підготовчих постів лінії застосовують двогілкові конвейєри з двома паралельно розміщеними формувальними постами, що забезпечує такт роботи лінії не більш як 15 хв. Різновидом конвейєрних ліній є круговий конвейєр. Це поворотна кругла платформа з розміщеними на ній термоформами. Біля конвейєра встановлюють технологічне обладнання для виконання відповідних робіт. Після виконання робіт на кожному посту кругового конвейєра платформа повертається на один крок. На конвейєрних лініях виготовляють майже 40 % загального обсягу виробництва збірного залізобетону для промислового та цивільного будівництва: зовнішні й внутрішні стінові панелі, плити перекриттів та покриттів, колони та ригелі промислових будівель. На кругових конвейєрах виготовляють вироби добору й санітарно-технічні кабіни. Найбільший ефект досягається при масовому виготовленні на лінії виробів обмеженої номенклатури з мінімальним числом типорозмірів. Конвейєрний метод виготовлення залізобетонних виробів дає можливість запровадити комплексну механізацію та автоматизацію технологічних процесів, значно підвищити продуктивність праці та 'збільшити випуск готової продукції при найбільш повному та ефективному використанні технологічного обладнання. Недоліком конвейєрних технологічних ліній є висока металомісткість. Стендове виробництво При стендовому способі вироби виготовляють у нерухомих формах або на спеціально обладнаних для цього робочих місцях — стендах. Під час формування і до набуття бетоном потрібної міцності вироби залишаються нерухомими, тоді як технологічне обладнання та робітничі ланки, які його обслуговують, переміщуються від однієї форми на стенді до іншої. Нерухомі металеві форми та залізобетонні форми-матриці розміщують в одну чи декілька ліній, залишаючи між ними проходи для обслуговування. В таких стендових формах виготовляють плоскі та криволінійні тонкостінні елементи (шатрові плити перекриттів, оболонки, стінові панелі). Стендова технологія виробництва рекомендується для виготовлення конструкцій, габаритні розміри і маса яких перевищують
Рис. 2.5. Схеми стендів а — короткого; б — довгого; / — насосна станція; 2 — гідродомкрат; З — затискачі; 4 — упори; 5 — напружувана арматура; 6 — виріб; 7 — камера теплової обробки; 8 — діафрагми; 9 — термоформи; 10 — натягувальна станція розміри і вантажність віброплоздадок,— ферм, двосхилих балок великих прогонів, колон завдовжки більш як 12 м тощо. Особливо ефективний цей спосіб для виготовлення великогабаритних попередньо-напружених виробів. Розрізняють стенди короткі й довгі (рис. 2.5). Короткі призначені для виготовлення одного виробу по довжині та одного-двох по ширині стенда. На коротких стендах арматуру натягують на упори стенда гідродомкратами або електротермічним способом. Довгі стенди використовують для виготовлення кількох виробів по довжині стенда одночасно. Довжина таких стендів досягає 120 м. . Залежно від способу армування розрізняють пакетні та протяжні довгі стенди. На пакетних стендах арматурні пакети з затискачами на кінцях складають на окремих установках, а потім краном переносять та укладають їх у захвати стендів чи форм. На протяжних стендах арматурний дріт змотують з бухт, розміщених на одному кінці стенда, і протягують безпосередньо-по лінії формування вздовж стенда до протилежного упора. Різні способи утворення арматурного пакета визначають ступінь механізації виробництва та особливості обладнання пакетних і протяжних стендів. На пакетних стендах доцільно виготовляти вироби невеликих поперечних розмірів з компактним розміщенням арматури — шпали, палі, опори тощо. Для цього затискні пристрої та захвати мають невеликі розміри і масу. Натягують весь пакет за одним разом потужним гідродомкратом. Більші вироби (балки, прогони тощо) з великим поперечним перерізом доцільно виготовляти на протяжних стендах. Напруження арматури при цьому здійснюють поштучно кожного стержня або групами стержнів. Стенди можуть бути незаглибленими або лотковими заглибленими. Незаглиблений стенд зручно використовувати для формування великорозмірних елементів у стендових термоформах. Це дає змогу прогрівати бетон, подаючи пару у внутрішні порожнини бортів і піддонів. Лотковий стенд заглиблюється відносно рівня підлоги, його перекривають кришками і здійснюють у ньому теплову обробку. Тривалість технологічного циклу при стендовому виробництві залежить від часу витримування виробів на стенді для набуття ними потрібної міцності і становить 1—2 доби. Якщо число стендових ліній забезпечує безперервне переміщення робітничих ланок з однієї лінії на іншу через рівні проміжки часу, то можлива потокова організація виробництва. Недоліками стендового способу виробництва є низьке використання виробничої площі й те, що всі джерела матеріальних та енергетичних ресурсів треба підводити до кожного стенда окремо. Касетний спосіб виробництва Особливість касетного способу виробництва полягає в тому, що вироби формуються у вертикальному положенні в розсувних групових металевих формах — касетах, де вони перебувають до набуття бетоном заданої міцності. Розрізняють два способи організації касетного виробництва: касетно-стендовий і касетно-конвейєрний. При касетно-стендовому способі виробництва (рис. 2.6) ланка Касета — це ряд формувальних та парових відсіків. Під час виробництва, послідовно пересуваючи відсіки, здійснюють розпалублення і підготовку(очищення, змазування, армування) кожного формувального відсіку касетної установки. Після цього всі
Рис. 2.6. Схема касетно-стендової лінії: 1 — тракт передачі бетонної суміші; 2— бетонороздавач; 3— касети з машиною для розпалублення; 4 — запас арматурних виробів; 5— візок для вивезення готових виробів формувальні відсіки одночасно заповнюють бетонною сумішшю. Подають бетонну суміш до касети стрічковим конвейєром, пневмо-транспортом, цебрами чи самохідними бетонороздавачами. Ущільнюють суміш навісними або глибинними вібраторами. Теплова обробка проходить безпосередньо в касеті. Всі транспортні операції виконує мостовий кран. Касетним способом виготовляють внутрішні стінові панелі, плити перекриттів, сходові марші та інші вироби. Виготовлені у касетних формах вироби мають точні розміри і порівняно високу якість поверхонь. Теплова обробка виробів у касетах здійснюється за інтенсивнішим режимом, оскільки основна маса бетону перебуває в замкненому просторі і вироби мають невелику частину відкритої поверхні. За показниками питомих капіталовкладень, трудомісткості, собівартості та зведених витрат касетні лінії близькі до агрегатних і конвейєрних, але забезпечують більш високу продуктивність праці, вимагають менших виробничих площ, витрат пари та електроенергії. Недоліками касетної технології є необхідність застосовувати рухливі бетонні суміші, що веде до надмірних витрат цементу, неоднорідності показників міцності по висоті виробів, а також несприятливі умови праці |






- Изучение способов оценки эффективности предоставления социальных услуг в отделении социального обслуживания на дому граждан пожилого возраста и инвалидов
- Жизненный путь и практическая деятельность Сокольникова Г.Я.
- Русь и Золотая Орда
- Система живлення двигуна паливом і повітрям
- Франсуа Рабле
- Тепловое испытание газотурбинной установки
- Правовая характеристика земельного налога
- Современное политическое лидерство в России
- Неполное рабочее время
- Приложения Windows: графический редактор Paint
